
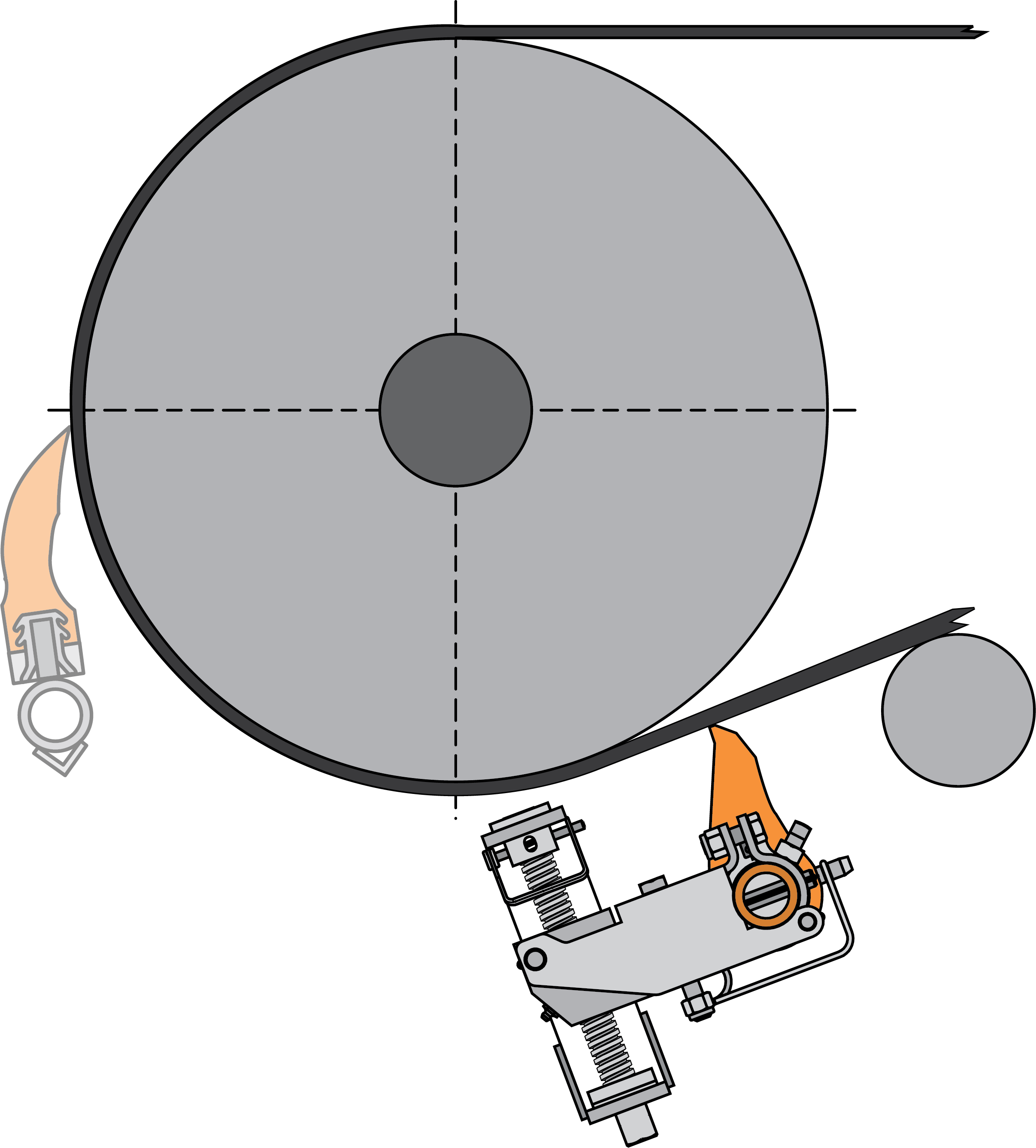
Secondary cleaners are defined as any cleaner located in the secondary position on the return run of the belt. The secondary position is the area from just past the point where the belt leaves contact with the head pulley to just before the belt contacts the snub pulley. This location is still within the discharge or dribble chute, allowing the removed carryback to return to the main material flow by gravity.
As the pre-cleaner performs the initial rough cleaning, the secondary cleaner Is dedicated to performing the fine cleaning of the material that has passed by the primary cleaner. More than one secondary cleaner may be required to achieve the desired level of cleanliness.
Multiple belt cleaner systems take into consideration the dynamics of the surface of the belt and the nature of the material as it passes around the head pulley.
The positioning of additional cleaner(s) is important. The closer the removal of carryback is performed to the conveyor’s discharge point, the smaller the risk of problems with the buildup of fines in the dribble chute. The best position for a secondary cleaner is to contact the belt a short distance—50 to 100 millimeters (2 to 4 in.)—past the point where the belt leaves the head pulley. This allows the secondary cleaner to scrape against a firm surface for more effective material removal.

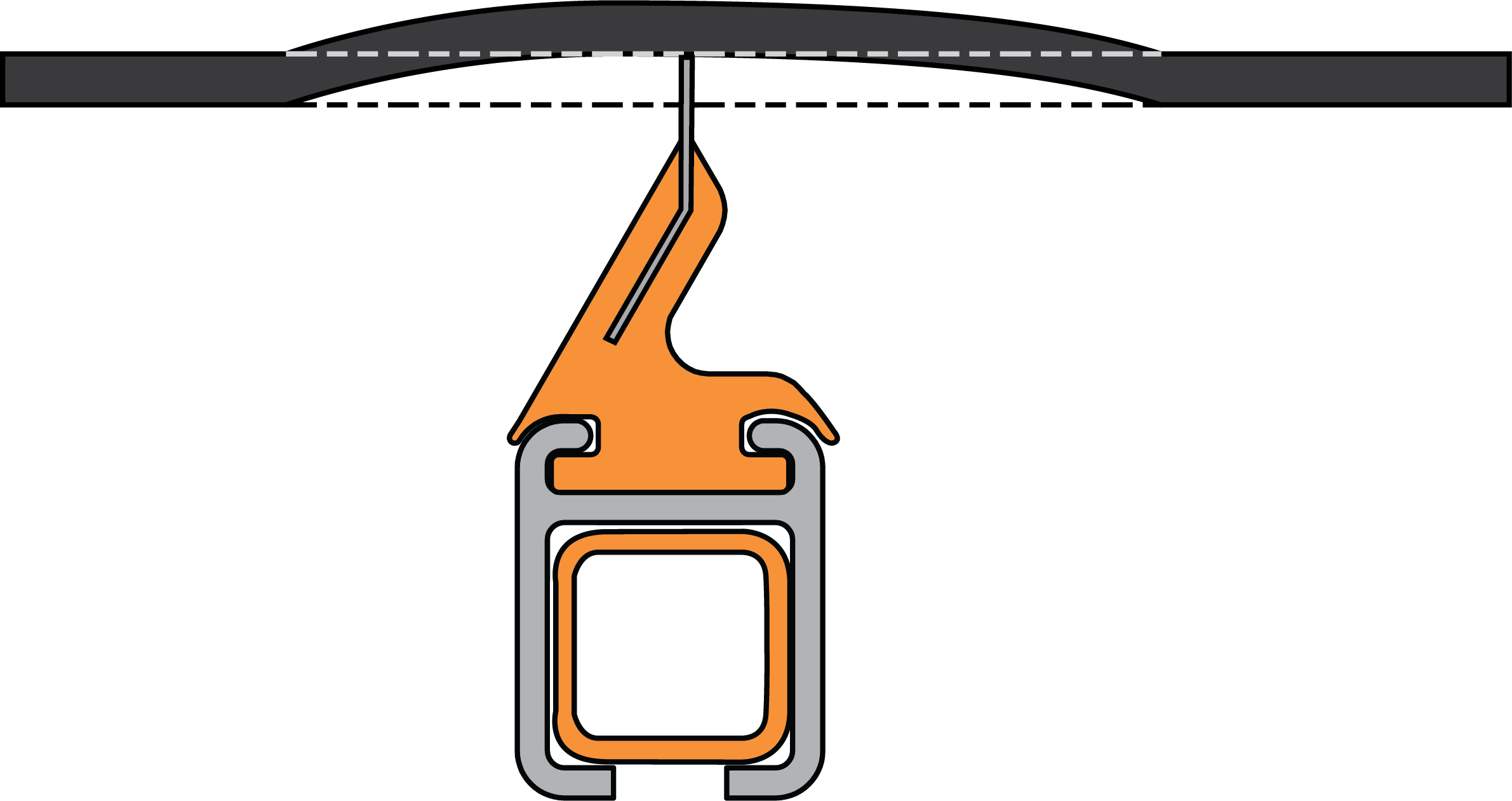
If conveyor structural members, space limitations, or poor mechanical splices make it impossible to install a cleaner in the preferred position, secondary cleaners should be mounted where the material will fall within the chute. But if a secondary cleaner is installed in a position where its pressure against the belt changes the belt’s line of travel, cleaning performance will be less effective. In this case, increasing applied pressure serves only to alter the belt line more, without improving cleaning performance. Hold-down rolls or other devices should be installed to maintain a stable belt line.
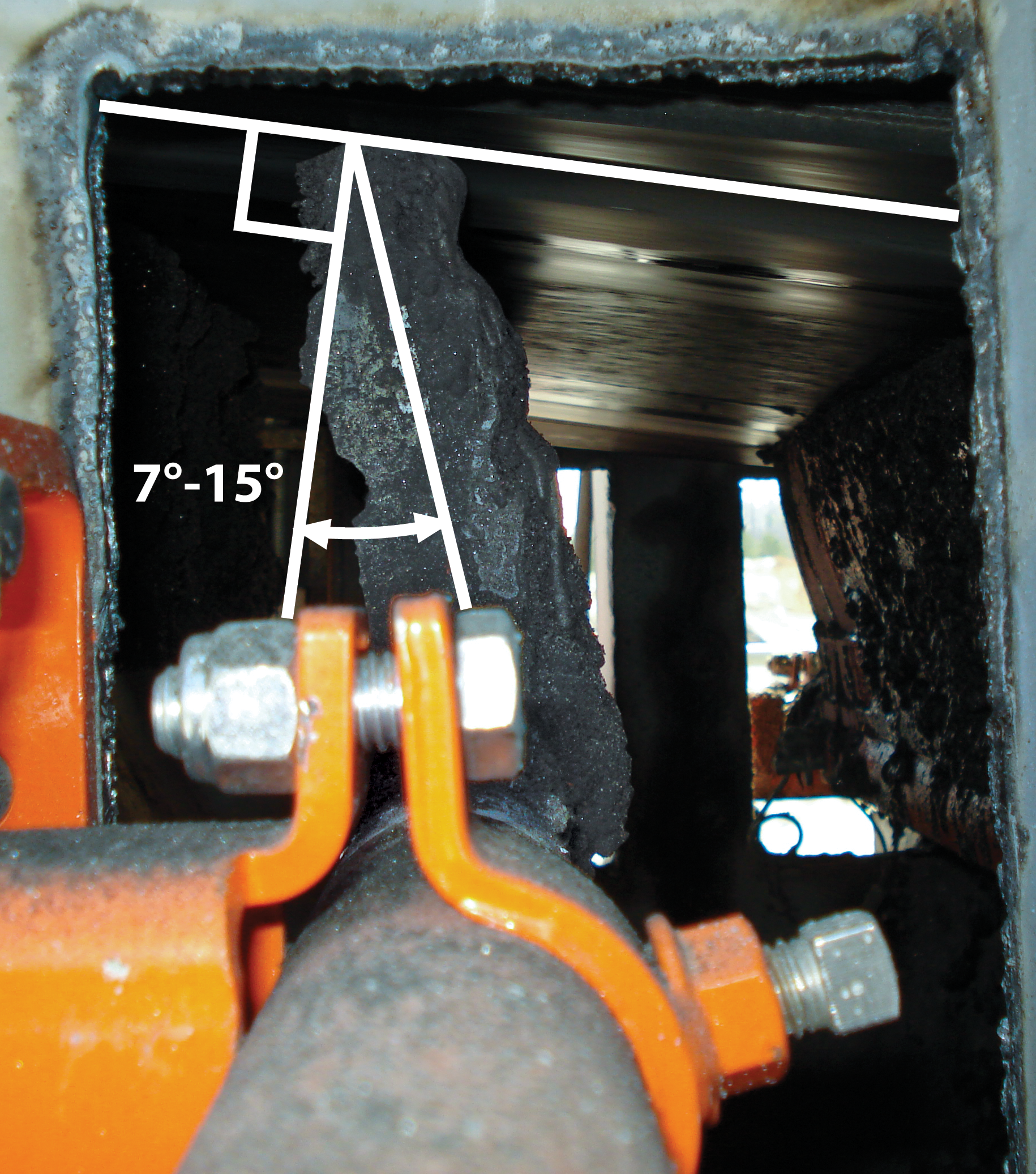
The angle of attack of the secondary cleaner blade to the belt is an important consideration. Metal—or ceramic—tipped blades in a positive rake position are quickly honed to extreme sharpness by the belt’s movement. These sharpened blades raise the risk that an adjustment made by an untrained operator may result in too much pressure or the incorrect angle being applied for the cleaner to quickly release from belt obstructions like mechanical splices. The result could be damage to the belt, splice, or the belt cleaner itself. Consequently, when obstructions or mechanical splices are present or anticipated, it is recommended that secondary blades be angled in the direction of the belt’s travel—a negative-rake angle—rather than opposing the belt in a positive-rake position. Testing has indicated that an angle of 7 to 15 degrees in the direction of belt travel maintains cleaning efficiency while allowing easier passage of obstructions.
A moving belt does not present a consistent and uniform surface. Narrow, independent blades that are individually suspended have the best potential to remain in precise contact as the changing belt surface passes across the cleaning edge. It is also beneficial If these individual blades can pivot, or rock, from side to side to instantly adjust to the changing contours of the belt surface. Research indicates that a cleaner formed from a line of individual, independent blades each 75 to 200 millimeters (3 to 8 in.) wide is well suited for effective secondary cleaning.
The Bureau of Mines’ study, Basic Parameters of Conveyor Belt Cleaning, points out that the initial blade-wear occurs at the edge where individual blades adjoin. The testing showed material would pass through the spaces between the adjacent blades and slowly enlarge these spaces. This passage, in turn, accelerated blade wear and allowed more material to pass. To minimize this erosive wear, an overlapping blade pattern can be used, created by an alternating long-arm/short-arm pattern. This prevents “stripes” of carryback down the belt created by gaps between the blades. Alternately, two cleaners with blades in a line can be installed with the gaps offset.






















Leave Comment