There are a wide variety of types of belt damage. Some of the most common include:
Impact damage
Strong impact by large or sharp materials can lead to significant damage to the top cover of a conveyor belt. These materials can nick, scratch or gouge the top cover, potentially tearing through the belt entirely with enough force.

A large, frozen lump of coal is a good example of materials that could cause significant impact damage. Often this problem is seen most under crushers or in mines on conveyors handling run-of-mine (ROM) materials. Long drops can also lead to significant impact damage, however, especially without any systems to absorb some of the energy from falling materials.
Entrapment damage
Entrapment damage is usually seen as two grooves, one on each side of the belt, near the edge where the belt runs under the steel conveyor skirtboard. Though a common problem, entrapment damage is often mistaken as wear from the skirtboard-sealing system. But industry research has demonstrated that this type of wear is more likely the result of materials trapped under the sealing system, rather than the system itself.

This entrapment is often a result of sag in the belt, which allows materials to slip under the sealing system, where they become caught once the belt is pulled taut once again. These materials then abrade the top cover of the belt as it pushes them against the seal, causing several types of damage:
- Grooves
Grooves will be worn along the entire length of the belt under the skirtboard, leading some to blame the seal.
- Scalloping
Entrapped materials also damage the seal by creating areas of high pressure, which can be seen as scalloping in the seal at each idler.
- Material spillage
Some materials will bypass the seal entirely, spilling off the conveyor around the load zone.
Material entrapment can also be caused when skirting is placed inside the chutewall in the path of the material flow. Not only does this arrangement cause material entrapment and belt damage, it also reduces the coss-sectional area of the chutewall, in turn reducing conveyor capacity. Incorrectly installed wear liners can similarly lead to the creation of entrapment points, causing the same type of damage to the belt.
A similar type of wear on the belt can also be created by using leftover belting materials as a dust seal, since the highly abrasive carcass will wear down the top cover more than a designed sealing system.
One possibility for preventing entrapment is to make use of a bar support system to provide consistent support along the edge of the belt and prevent sag.
Belt-edge damage
Edge damage is usually seen as frayed edges on one or both sides of the belt, but given time can wear away at the width of the belt to the point where it reduces the conveyor system’s overall capacity.

The leading cause of belt-edge damage is belt mistracking, a problem that can have a wide array of potential causes, including out-of-alignment conveyor structures, off-center belt loading or the accumulation of materials on rolling components. Even something as seemingly minor as the differential effects of sunlight can lead to mistracking over time.
Many different technologies have been developed to identify and correct belt mistracking, including self-adjustment idlers and laser surveys of conveyor systems, but the ultimate key is to identify the source of this mistracking. Correcting the issue at its root can prove much simpler than attempting to adjust the entire system to account for ongoing mistracking.
Continuing the round-up of belt damage, operators should also be aware of the following problems:
Belt delamination
Delamination is a condition where the plies in the carcass of a conveyor belt separate or the carcass as a whole separates from the top cover. This problem can be caused either by excessive tension in the belt or by foreign materials finding their way into the belt. The entry of moisture, chemicals, or other foreign materials into the edge of the belt can contribute to this problem.

Worn top cover
A variety of different factors can contribute to the gradual degradation of the top cover. Damage is largely concentrated in the areas that carry cargo, but it is by no means limited to those parts.

Loading materials can itself be a significant contributing factor to top cover wear, as these materials will necessarily cause some abrasion as they move onto the belt.
Carryback is a less obvious source of wear. Materials that cling to the belt after the discharge point can then fall off the belt at any point. If left unaddressed, this carryback can build up on the ground underneath the conveyor, confined spaces within the system or on components themselves. If this build-up grows large enough to reach the belt it can steadily abrade the top cover through constant contact. This damage will happen more quickly when the materials have sharp-edged particles and higher abrasion levels.
The belt cleaners that are designed to the prevent carryback can also contribute to top cover wear if the cleaner is poorly suited to the belt or improperly installed. Faulty installation will often lead to belt cleaner chatter, which can quickly remove the top cover of the belt if not corrected immediately.
Even when properly installed, belt cleaners will contribute to wear on the top cover just by nature of the steady pressure placed against the belt. However, this damage can generally be categorized as “normal wear,” since its effects are far less significant than the potential consequences of the material build-up that often results without belt cleaners.
Slow moving, feeder-type belts that convey materials from vessels under high “head loads” can also suffer top-cover damage. Reducing this downward pressure from the material load onto the belt will reduce the potential for damage.
Rips and grooves from foreign objects
Stray pieces of metal and other hard materials can sometimes cause rips or grooves in the belt if not removed. Examples of these foreign objects range from packing-crate strapping to the teeth from loader buckers.

The greatest danger for most of these foreign objects is that they will become wedged against some part of the system. If the materials are strong enough, they can quickly turn rom innocuous trash into a makeshift blade capable of slitting or gouging through the belt. Because this change can occur so quickly, damage from foreign objects is some of the most difficult to avoid and the danger generally cannot be entirely avoided.
Some effective methods for limiting the risk posed by foreign materials include grizzly screens metal detectors, and video monitors. However, operators should understand that foreign objects will continue to pose a hazard even with these measures in place.
Belt-cleaner damage
Belt cleaners can often contribute to wear on the belt’s top cover, but this damage is generally an acceptable tradeoff, helping to extend the service life of the belt. However, improperly installed or poorly maintained belt cleaners can cause unnecessary damage, either by applying too much pressure or inconsistent pressure. Chattering blades can also dig into the belt, causing extensive damage quickly.

In any case, belt cleaners are liable to exacerbate existing wear on the belt, which can lead to a self-perpetuating cycle.
Continuing the discussions of belt damage, operators consider these sources of damage:
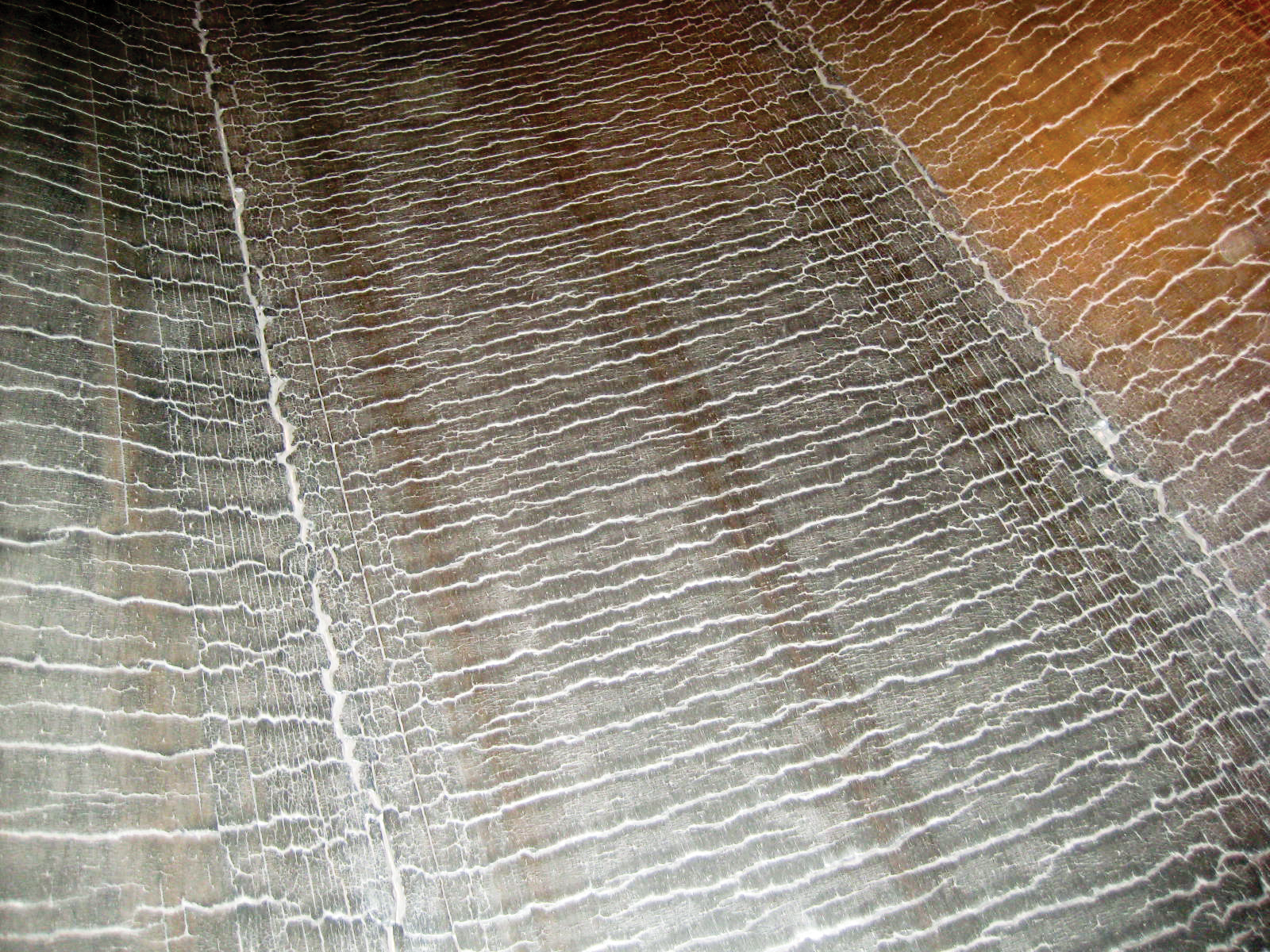
Top-cover cracking
If a conveyor system uses the incorrect type of belt for the size of pulleys it uses, the strain placed on the belt can lead to short random cracks perpendicular to the direction of travel across the top cover.
Each belt will face a certain minimum-bend radius based upon qualities such as the number of ply, reinforcing materials and thickness of the belt. The belt must be matched to all pulley diameters of the structure. Top cover cracking occurs when conveyor belts attempt to pull the belt past its minimum-bend radius, which can cause the rubber of the top cover to crack and expose the reinforcing materials of the belt, likely leading to damage to the belt’s internal carcass.
The risk of this type of damage makes it important to consider the specifications of the conveyor’s pulleys, including diameter and required tension, before switching belt types. Installing a thicker belt on an existing system to improve life by preventing other types of belt damage, such as impact, may dramatically shorten the life of the new belt if the diameters of the conveyor pulleys are smaller than recommended by the manufacturer. It is important to always check with the belt manufacturer to ensure this design parameter is met.
Heat damage
Conveying hot materials may also cause the top cover to crack or the plies to separate. These cracks can travel in either direction along the belt based on the type of material and the manner of loading. If a material’s temperature sufficiently exceeds a belts specifications, holes may burn entirely through the belt. Some belts are specifically designed to handle higher temperatures, but ultimately the only complete solution is to allow materials to cool before loading or to use other methods to move hot materials.
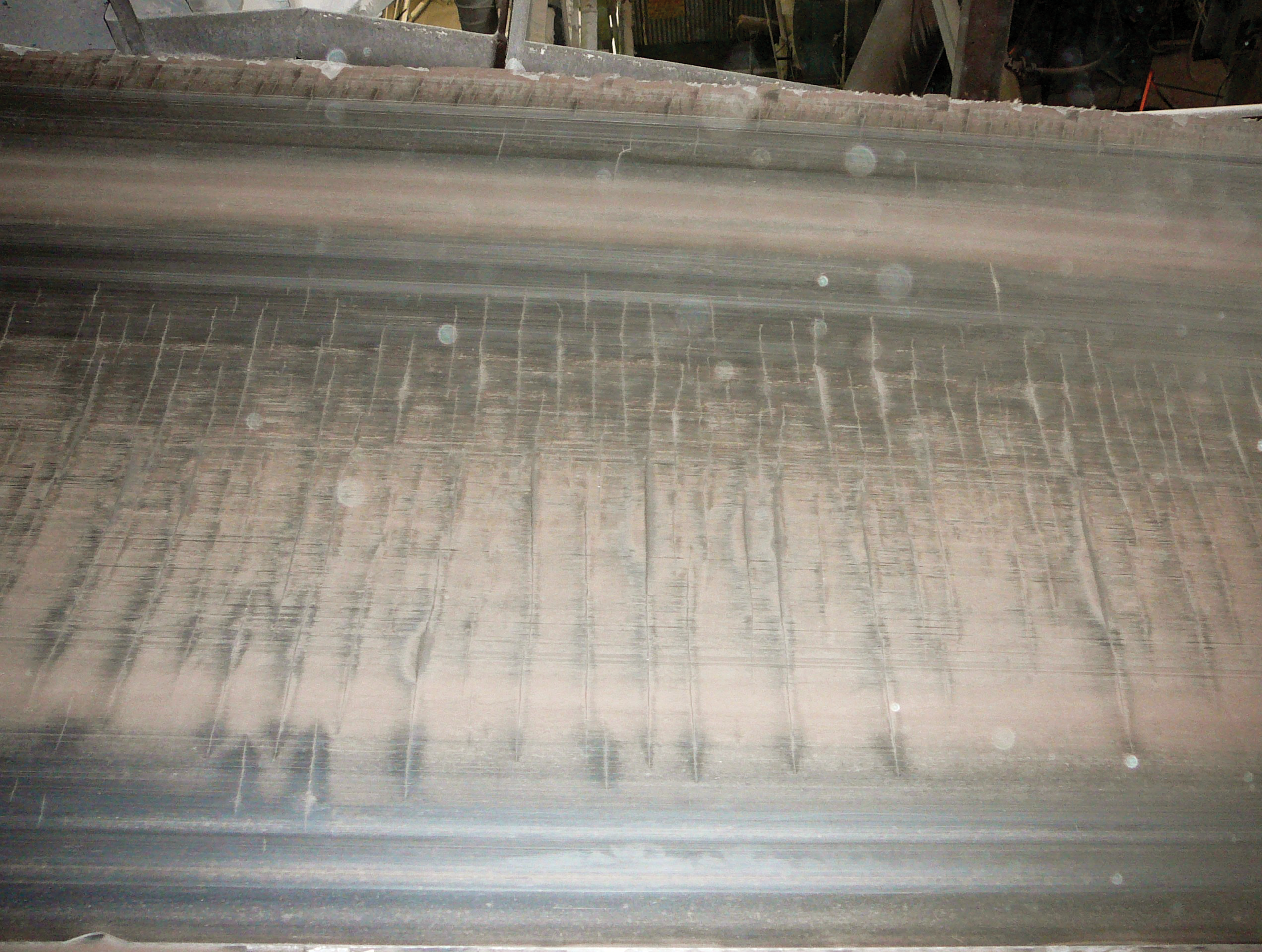
Junction-joint failure
When conveyors reach the transition where the belt shifts from flat to troughed, the two outer portions of the belt are required to travel further than the center one-third of the belt. Thus, the outer one-third of the belt must stretch more than the inner one-third. If this stretching takes place in too short of a distance, the belt can develop damage at the point where the outer wing rolls meet the center flat roll. This damage is termed junction-joint failure.

Junction-joint failure appears as small stretch marks running the entire length of the belt in the areas which pass over the points where the wing rollers and the flat rollers meet. The marks run parallel to the belt. In early stages, it can be seen as a “W” or “M” shape in the belt as it passes over a return roller. In severe cases, however, junction-joint failure can tear the belt into three separate pieces.
Junction-joint failure is caused by too large a gap between idler rollers and enough tension or load to force the belt to deform into the cap. A transition distance that is too short and/or an idler-junction gap of more than 10 millimeters (0.4 in.) or twice the belt thickness may cause junction-joint failure.
Appropriate transition distance depends on a variety of factors, including belt thickness, reinforcing materials, materials of construction and trough angles. Each of these factors should be considered when changing belt or trough angles. It is important to check with the belting manufacturer to ensure that proper transition distances are maintained at both the head and tail pulleys.
These final two problems wrap up the discussion of belt damage:
Belt cupping

Belt cupping can be caused by heat, by transition distances not matched to the belt, or by too sever a trough angle for the type of belt being used. Another cause of cupping is over-tensioning the belt. The presence of chemicals such as deicers or dust surfactants can also cause a belt to cup up or down, depending on whether the chemical shrinks or swells the elastomer in the belt’s top cover. Aspect ratios that are too great (where the top cover is too thick for the bottom cover) can also cause a belt to cup.
Cupped belts are extremely difficult to track, as the frictional area, the surface where the belt contacts the rollers is drastically reduced.
Belt camber
Where belt cupping represents a curve across the width of the belt, a camber refers to a curve across the length of belt. The Rubber Manufacturers Association defines camber as the convex edge of the belt; the concave side of the belt is called the bow. If a belt is composed of more than on section, it may have more than one camber or even conflicting cambers.

This type of damage can be created during manufacture of from improper storing, splicing, or tensioning of the belt. Proper storage and handling are essential from the time of manufacture to the time of installation.
Often belt cambers are mistaken for crooked splices because both problems result in belt mistracking. However, cambers tend to produce a slow side-to-side movement; a crooked splice produces a more rapid “jump” in the belt’s tracking. In addition crooked splices are relatively localized around the slice itself, whereas a camber can rub the length of the entire belt section, producing consistent problems along the conveyor.





















Leave Comment